Comprensión del biselado: un método de procesamiento común en todas las industrias

El biselado se refiere a un método de procesamiento en el que los bordes de materiales como metales y resinas y las esquinas de las aberturas de los agujeros se cortan en diagonal.
Específicamente, esto implica eliminar los bordes afilados y las rebabas de la pieza de trabajo para formar una pendiente plana y achaflanada.
Esta pendiente generalmente se mecaniza en un ángulo de 45 grados, pero el ángulo puede variar según el uso y propósito.
De hecho, los biselados se pueden observar a menudo en la vida diaria.
Por ejemplo, si observa las cuatro esquinas de un teléfono inteligente, notará que las esquinas son diagonales, redondeadas y biseladas para evitar el dolor.
El biselado se utiliza a menudo en la cocina porque cortar las esquinas de las verduras evita que se colapsen durante la cocción y permite que los sabores se absorban más fácilmente.
Como puede ver, el biselado es un proceso que vemos a menudo a nuestro alrededor.
1. Introducción al biselado
Comprender las técnicas típicas de biselado
Chaflán alrededor el agujero

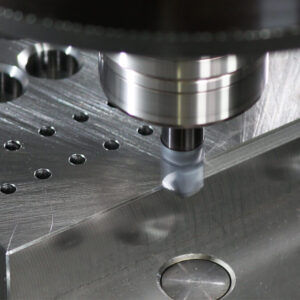
Torneado: Mecanizado con herramienta de diámetro interior.

Fresado: Mecanizado con una cortadora de chaflán o una herramienta de chaflán reemplazable de cabeza sólida.
Chaflán a borde cresta

Torneado: Mecanizado con herramienta externa.
Fresado: Mecanizado con una cortadora de chaflán o una herramienta de chaflán reemplazable de cabeza sólida.
Explorando diferentes tipos de biselado
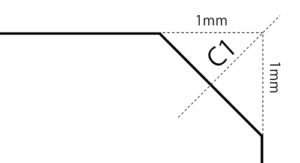
C-Chaflán:
El biselado en C representa una técnica frecuente en la que los bordes se cortan en un ángulo preciso de 45°. A menudo, las discusiones sobre el “biselado” aluden principalmente a este método. Directivas prácticas como “C1” se emplean comúnmente en procedimientos in situ, que indican la eliminación de un ancho de 1 mm del borde.
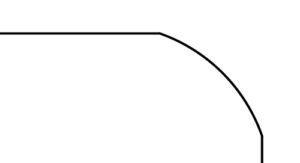
R-Chaflán:
R-Chamfering implica un proceso dedicado a curvar esquinas, particularmente eficaz para mitigar el riesgo de lesiones. Este método sobresale en asegurar más suave, más seguro bordes.
Biselado del hilo:
El biselado de roscas es un proceso meticuloso que recorta delicadamente las esquinas hasta un grado imperceptible. Tiene un propósito único, ideal en casos donde no se requiere biselado en C ni biselado en R. En cambio, la atención se centra en eliminar las rebabas hasta un punto que escapa a la detección visual.
2. Ventajas y aplicaciones del biselado
Beneficios en diversas industrias
El biselado tiene más que un simple propósito estético; Ofrece numerosas ventajas, mejorando tanto la calidad como la funcionalidad del producto.
Seguridad mejorada
El biselado elimina los bordes afilados y las rebabas, lo que reduce significativamente el riesgo de lesiones durante la manipulación y el uso.
Montaje e instalación simplificados
Las piezas con bordes biselados facilitan los procesos de montaje e instalación, agilizando las operaciones.
Mayor durabilidad
Al evitar la concentración de tensiones (centrándolas en áreas específicas), el biselado mejora la resistencia a la fatiga de los componentes. La concentración de tensiones se refiere a la acumulación de tensiones en zonas particulares, mientras que la resistencia a la fatiga mide la resiliencia de un material frente a ciclos de tensión repetidos.
Calidad de acabado superior
Las piezas biseladas contribuyen a un acabado uniforme cuando se pintan o enchapan, lo que da como resultado una apariencia de alta calidad que mejora el atractivo estético general.
Herramienta extendida en vivo
El mecanizado de materiales con rebabas o bordes afilados puede dañar rápidamente las herramientas. El biselado anticipado minimiza el desgaste de la herramienta, prolongando su vida útil y garantizando procesos de mecanizado más eficientes.

Desafíos y soluciones comunes en los procesos de biselado
Chatter en procesos de biselado
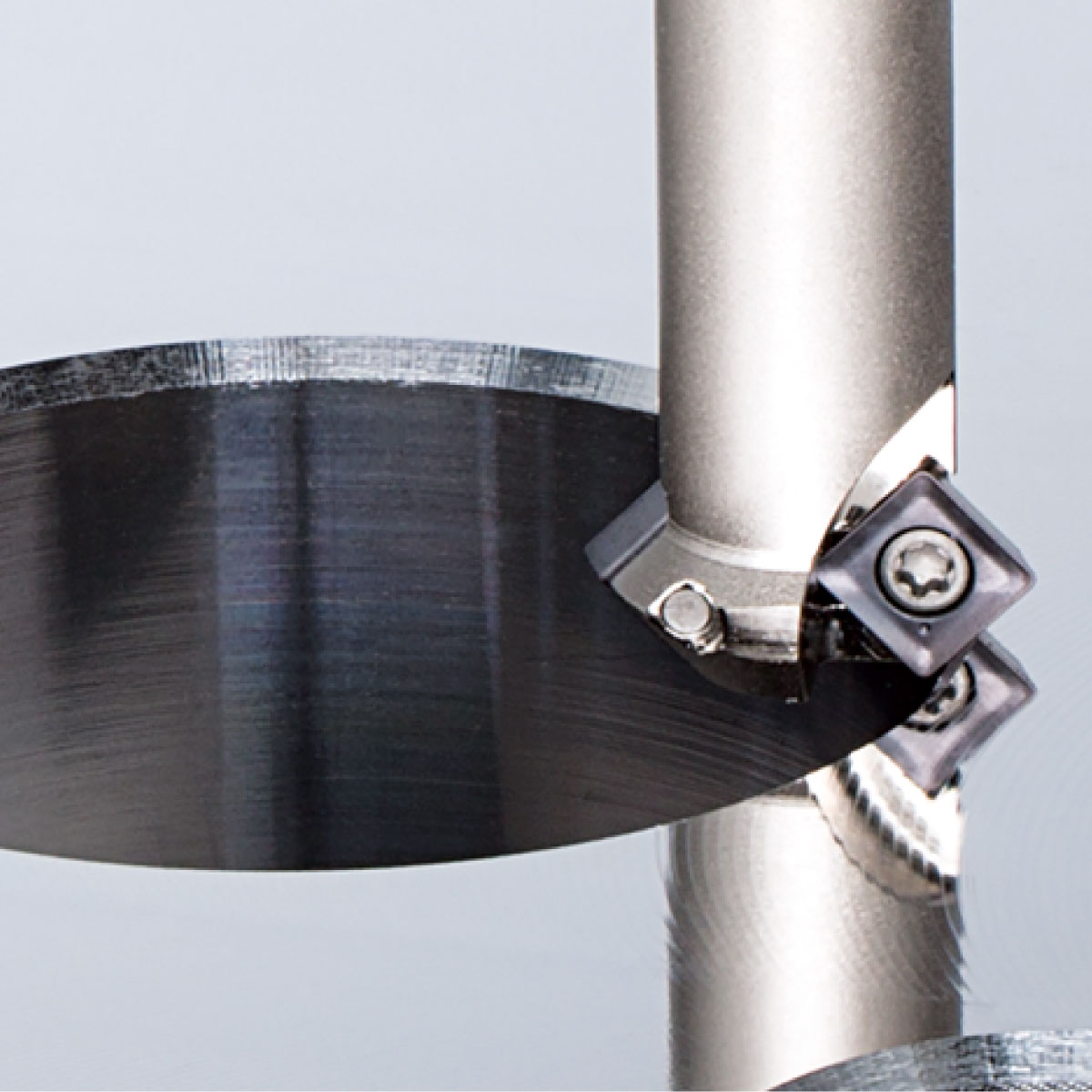
Durante el biselado, encontrar vibraciones representa un problema notable. Este fenómeno, conocido como vibración, se vuelve particularmente problemático cuando se biselan agujeros utilizando una técnica de punzonado. Se observa una ocurrencia común al ejecutar un chaflán C con un ángulo de 45 grados, lo que da como resultado un borde de herramienta alineado en el mismo ángulo. Esta alineación aumenta la fuerza de corte, dirigiendo la deflexión hacia el diámetro de la herramienta.
En escenarios que involucran anchos de chaflán más grandes (como C2 o superior), la fuerza de corte radial se intensifica, amplificando significativamente la vibración debido a la deflexión de la herramienta.
Para abordar estos problemas, se recomiendan varias contramedidas:
Selección de herramientas
Opte por hojas con ángulos de inclinación y hélice sustanciales junto con bordes cortantes afilados. Esto mitiga la fuerza de corte radial, uno de los principales contribuyentes a la vibración durante el biselado.
- Para vibraciones severas: considere emplear un rompedor de mecanizado de aluminio incluso cuando trabaje con acero. Estos martillos cuentan con ángulos de ataque más grandes y un bruñido reducido, lo que resulta en una menor resistencia al corte y una supresión efectiva de la vibración.
Principales cortadoras de biselado de Tungaloy, como ECC y TungQuad, tienen un diseño de vanguardia con un gran ángulo de inclinación optimizado para el biselado.
Rigidez de herramienta mejorada
La vibración durante el biselado surge de la resistencia al corte radial y de la deflexión de la herramienta debido a esta resistencia. Además, pueden producirse vibraciones de resonancia que provocan vibraciones cuando la velocidad de rotación de la herramienta se alinea con su frecuencia natural. El empleo de herramientas con alta rigidez minimiza la deflexión, eleva la frecuencia natural de la herramienta y evita la sincronización entre la velocidad de la herramienta y la frecuencia natural.
Reducción del número de cuchillas
A veces, reducir la cantidad de plaquitas en la herramienta, como la transición de 4 a 2 plaquitas (o incluso hasta 1 plaquita en casos específicos) para cortadores indexables, puede ayudar a amortiguar las vibraciones.
Bajar la velocidad de rotación
Reducir la velocidad de rotación a menudo resuelve las vibraciones, aunque este enfoque puede afectar la eficiencia del mecanizado y la calidad de la superficie. Equilibrar estas compensaciones y optimizar la velocidad de rotación minimiza efectivamente la vibración.
Ancho de chaflán reducido
La disminución del ancho del chaflán resulta eficaz para frenar la deflexión de la herramienta y, posteriormente, suprimir la vibración. Por ejemplo, cuando se manipulan chaflanes más grandes (C5 o superior), el premecanizado de la pieza de trabajo en una forma de orificio de varias etapas utilizando un taladro o un cortador avellanado ayuda a reducir los márgenes de mecanizado y amortigua las vibraciones durante el chaflanado.
El ancho del chaflán es desigual
El ancho del chaflán presenta irregularidad, atribuida a la deflexión y vibración de la herramienta, y varía según el área mecanizada y la fase del orificio. Como solución, en este caso también son efectivas las medidas mostradas en el apartado anterior “Chattering en procesos de biselado”.
Gestión de viruta en procesos de mecanizado
La gestión eficaz de las virutas es crucial para evitar que se enreden, lo que de otro modo podría provocar daños en la herramienta o deterioro de la pieza de trabajo. De manera similar a la aparición de “Vibración en los procesos de biselado”, este problema surge a menudo durante el mecanizado continuo, especialmente cuando se biselan alrededor de agujeros.
Contramedida 1:
Utilice una herramienta de biselado indexable equipada con un rompevirutas para frenar la extensión de la viruta y el enredo con la herramienta.
Contramedida 2:
Emplear un enfoque estratégico de “mecanizado por pasos” o “mecanizado permanente” durante el proceso de mecanizado para romper las virutas a la fuerza. El “mecanizado permanente” implica una pausa temporal en el avance del avance mientras el husillo del taladro continúa girando, lo que contribuye a la fragmentación de la viruta.
3. Herramientas de biselado recomendadas por Tungaloy
Mejora de la eficiencia y la precisión en aplicaciones de biselado

TungMeister
Explora TungMeister de Tungaloy, que presenta una selección diversa de herramientas de cabezal intercambiable diseñadas para aplicaciones de biselado preciso. Estas herramientas simplifican el reemplazo de herramientas a través de sus cabezales intercambiables. La línea incluye tres tipos de cabezales especializados: cabezales de taladro central, biselado posterior y cabezales de biselado R, ideales para tareas de biselado y taladrado puntual, y ofrecen versatilidad para abordar necesidades de mecanizado específicas.
Hay tres tipos de cabezales de chaflán/broca puntual disponibles:

Tipo VCP orientado a la economía.

Tipo VCA enfocado a la eficiencia del mecanizado (sin cuchilla central).

Tipo VDS que prioriza el filo (incluida una hoja central).
Cabezal de taladro central
Cabezal para procesamiento de biselado frontal/posterior
R chaflán
4. Soluciones innovadoras para un biselado eficiente
Diseños de brocas para mejores resultados de biselado

DrillMeister
Tungaloy recomienda altamente DrillMeister, una herramienta con cabezal intercambiable que presenta un cuerpo de chaflán que mejora significativamente la eficiencia del chaflán.
DrillMeister revoluciona el mecanizado al combinar un diseño innovador con practicidad, lo que da como resultado una mayor precisión, eficiencia y rentabilidad del mecanizado.
Eliminación de reamoldado y reducción de esfuerzos de gestión.
Cambie el cabezal usado por uno nuevo sin necesidad de volver a rectificarlo, lo que simplifica enormemente los esfuerzos de gestión de herramientas.
Calidad consistente y duradera.
El uso constante de cabezales nuevos evita la disminución del rendimiento y las fluctuaciones de calidad que a menudo se inducen al volver a rectificar y recubrir. Este enfoque garantiza una vida útil estable y prolongada de la herramienta y resultados de mecanizado consistentes de alta calidad.
Mitigación de defectos en piezas de trabajo.
En una broca con cabezal intercambiable, la longitud del saliente de la herramienta y la distancia de la broca al borde achaflanado se mantienen constantes. Esto mantiene la precisión dimensional durante el mecanizado, lo que reduce significativamente el riesgo de piezas de trabajo defectuosas.
Control de viruta mejorado para hojas de biselado.
DrillMeister emplea insertos con rompe virutas que gestionan eficazmente las virutas durante el biselado, evitando el alargamiento y el enredo, mejorando así el control de la viruta.

¿Tienes preguntas?
Nuestro equipo de especialistas está listo para apoyarte.





